500505百万文字论坛综合资料全国管道带压开孔机生产推荐单位
研发、生产、销售、服务
全国服务热线:
139-8327-0942
185-0236-4679
500505百万文字论坛综合资料全国管道带压开孔机生产推荐单位
研发、生产、销售、服务
全国服务热线:
139-8327-0942
185-0236-4679

500505百万文字论坛综合资料手 机:139-8327-0942
500505百万文字论坛综合资料电 话:185-0236-4679
网 址:yuandong-chem.com
500505百万文字论坛综合资料地 址:重庆市大足区石马镇太平社区一组
近年来,由于缺乏有效的技术保障和风险控制,许多带压开孔工程无法按期完工。带压开孔的风险控制管理也越来越受到重视,尤其是在石油、化工、气体等易燃易爆生产环境中。
石化、天然气、自来水行业的管道建设速度突飞猛进,大量开工建设。管道维修改造是为保持管道良好运行而采取的预检查、预修复、检查、维护和改造以及消缺措施。管道维修改造任务往往需要停输或停输,这将造成巨大的利益损失。
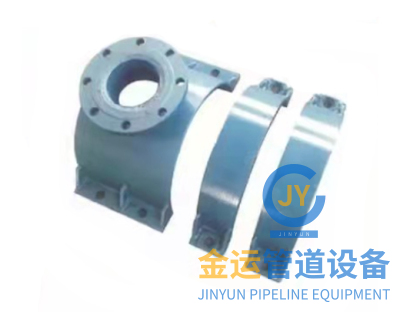
带压开孔技术原理是在压力管道上用机械切削加工圆孔的一种操作技术。这项技术可以在不需要关闭或关闭管道的情况下,带压打开管道或设备。既不影响管道或设备的正常运行,又达到了管道预留接口的安全和环保目的。

设备和管道采用压力开孔机加压。先将带法兰(或螺纹)阀门的短接头与设备或管道上的压力焊接在一起,再将压力开启机与法兰阀门连接,开启阀门。然后,带有压力开口的工具通过阀门与需要开口的设备和管道接触,然后将短节、阀门和压力开口器连接到连接底盘形成的空腔中,根据开口管道的设计压力进行压力试验和气密性试验。试压合格并批准后,转动工具在相应的设备和管道上开孔。开孔成功后,将工具带出的U形管壁退出开孔,进入压孔机底板阀门外侧空间,然后关闭阀门,用压力开孔机泄压,拆下压力开孔机,带压开孔成功。
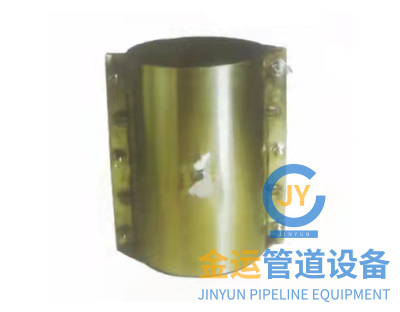
从带压开孔过程可以看出,带压开孔主要利用短接头、阀门和压孔器底座连接板形成的空腔,实现带压开孔操作。短接头的焊接属于带压焊接,关键是焊接工艺。根据焊接原理,焊接过程为熔融冶金过程。焊接时会形成局部熔池。熔池的温度很高,周围金属的温度会升高,金属的抗拉强度会降低。因此,在焊接短接头之前,应测量待打开管道的壁厚。如果壁厚小于5mm,焊接短接头时会发生焊接。带压开孔可采用其他方式。另外,待开启管道的介质需要流动且为液体,因为它能更好地传导焊接温度和介质的热传导,从而降低热集中的风险。
带压开孔技术是一种先进的设备或管道改造修复技术。解决了相关设备或管道的连续生产问题,可带来巨大的经济效益和社会效益。